金型の修理やメンテナンスを当社は行っていますが、具体的にどういったこと作業を修理等として、なぜ行うのかという点について説明していきたいと思います。
今回は、抜き型などでバリが出やすくなった場合の研磨について説明します。
金型に起こる症状
抜き型では、スムーズに金属を抜けるように、当初の状態だとパンチ側もダイ側も鋭利な状態になっています。
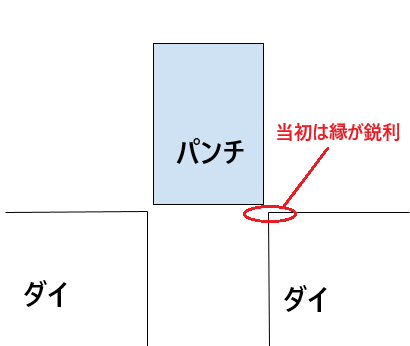
新品の状態。ダイの縁が鋭利で、材料をスムーズにせん断できる。
しかし、加工を繰り返すことで、ダイと材料の衝突など様々な要因によりダイの縁は徐々に丸みを帯びていき、ダレてきます。
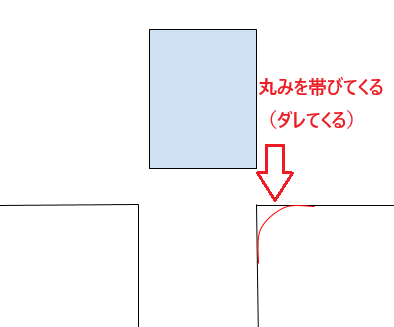
使用によりダイの縁が丸みを帯びた状態(ダレ)。
ダレが発生していくると、材料を切る能力が低下してきます。
これが金型に起きている症状です。
製品に起きる問題
さて、上記のように金型にダレが生じた場合、製品の方にはどのような影響が出るでしょうか。
一般に、プレスによる抜きの際には、ダレ→せん断→破断が順に生じます。
またバリの大きさはダレの大きさと比例的な関係にあることが知られています。
つまり、ダレが大きいとバリも大きくなるというわけです。
さて、先述のように、金型にダレが生じてくると、当然ながら切れ味が悪くなります。
すると、せん断が生じるのが遅くなり、その分材料のダレが大きくなります。
ダレが大きくなると、バリも大きくなり、材料にバリがよくでるようになってしまいます。
これが、金型の利用回数が増えたことによる製品に起きる弊害です。
対処について
金型の縁がダレてきてしまい製品にもバリが出るようになった場合の修理・メンテナンスとしては、表面の研磨が有効です。
上記までで見たように問題はダイの縁のダレです。その部分を除去できればいいわけです。
既に丸みを帯びてしまったの部分を直接的にまた尖らせるのは手間がかかります(溶接で金属を取り付けてそのあと研磨することできないわけではないです)。
そこで、下記の図のように、ダレてるところを丸ごと研磨で削り取ってしまい、あらたにダレていない鋭利な角を作り出せばいいわけです。
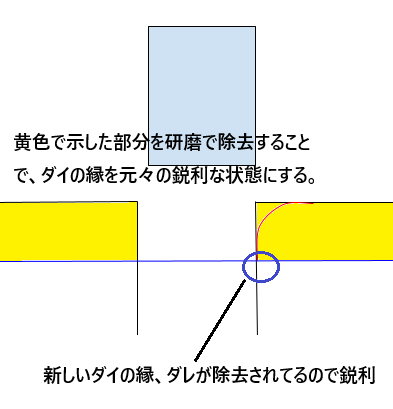
平面全体を研磨してダレ部分を除去。新しい鋭利なダイ縁を再形成する。
この修理・メンテナンスにより、金型は再度バリの出ない抜きをすることができるようになります。
当社でもこのような修理・メンテナンスを随時行っています。
修理などが必要な金型がありましたら、ぜひお声がけください。
事例
当社で修理、メンテナンス、改造を行ったものの一部を事例として公開しています。
ぜひご覧ください。
▶ 事例はこちら
公式Xを開設しました
金型の修理・メンテナンス・保管に関する情報を、よりタイムリーに発信するため、KANAGATAYAの公式Xを開設しました。
・現場での気づき
・法改正や業界動向
・ブログ更新情報
・金型管理のリアルな話
などを発信していきます。
ブログとはまた違った角度でお届けしますので、ぜひフォローいただければ嬉しいです。
▶ 公式Xはこちら